


環(huán)球塑化網(wǎng) www.PVC123.com 訊:
大多數(shù)制造商將嘗試使用3D打印來(lái)制造鑄造模具。無(wú)論是制作節(jié)日巧克力的3D打印模具,還是使用失蠟或PLA鑄造制作強(qiáng)力零件,3D打印和鑄造的過(guò)程都經(jīng)常被組合使用。
現(xiàn)在,3D打印公司Formlabs已經(jīng)推出了一種使用3D打印模具鑄造金屬零件的新方法。使用其高溫樹脂材料,制造商可以輕松地3D打印模具,用于直接錫鑄造。
在最近上傳到其博客的教程中,F(xiàn)ormlabs詳細(xì)介紹了使用樹脂模具進(jìn)行直接金屬鑄造的過(guò)程,并不像人們想像的那么復(fù)雜。所以,如果你一直在為一些金屬游戲小雕像而設(shè)計(jì),或者想要在一定時(shí)間內(nèi)限制珠寶,你都可以參考一下。

3D打印巧克力模具
首先,我們來(lái)看看直接鑄造與其他金屬制造方法的不同之處。金屬3D打印是從金屬直接制作零件的完美的方法,盡管這一過(guò)程的成本只有工業(yè)制造商才能使用。對(duì)大多數(shù)制造商來(lái)說(shuō)并不好用。
失蠟鑄造(或失去PLA鑄造)是制造金屬部件的可靠方法,盡管該方法需要比直接鑄造更多的步驟(因此更多的時(shí)間)來(lái)制造精細(xì)細(xì)節(jié)的優(yōu)質(zhì)部件。
Formlabs使用3D打印模具進(jìn)行直接金屬鑄造的方法非常簡(jiǎn)單,只需要幾個(gè)基本組件:Form 2 3D打印機(jī),高溫樹脂,固化室,CAD軟件和Autodesk Meshmixer。
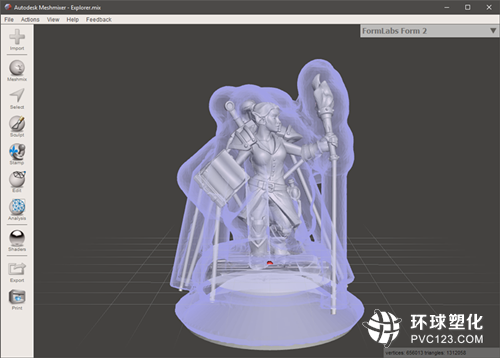
你想要模具。在選擇設(shè)計(jì)時(shí),3D打印公司建議選擇一個(gè)小雕像,一件首飾或其他細(xì)小的細(xì)節(jié)。隨著模型的STL或OBJ文件準(zhǔn)備就緒,您就可以準(zhǔn)備好開(kāi)始了。
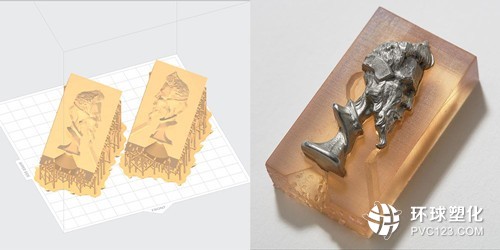
接下來(lái),您必須決定是否要打印犧牲模具或拉開(kāi)模具。前者涉及在Meshmixer中為3D打印模型創(chuàng)建一個(gè)外殼模具,一旦金屬冷卻就可以進(jìn)行打印,鑄造和簡(jiǎn)單分解。
對(duì)于這種方法,F(xiàn)ormlabs建議對(duì)于高度在2到20厘米之間的模型使用均勻的外殼(相同的厚度)。為了減少收縮和膨脹損壞的風(fēng)險(xiǎn),它建議具有至少3mm厚度的外殼。較小的型號(hào)可能不需要統(tǒng)一的外殼。
拉拔模具方法,其一部分包括打印雙面模具,一旦錫膏冷卻,該模具就可以簡(jiǎn)單地拉開(kāi)。如果您需要制作多于一個(gè)的金屬部件,這種方法很有用,因?yàn)樗梢灾貜?fù)使用。

在打印模具之前要注意的幾件事情:確保在模具中安裝一些通風(fēng)口,并確保它們向上(相對(duì)于模具的位置在填充時(shí)),以便當(dāng)金屬向下流動(dòng)時(shí)進(jìn)入空腔,氣泡可以通過(guò)排氣口上升。此外,請(qǐng)確保您的3D模具在打印機(jī)上正確定位,以使其不需要內(nèi)部支撐。
一旦打印,模具可以后固化,這將使高溫樹脂達(dá)到其最高的熱性能。一旦后固化完成,您可以開(kāi)始融化錫膏材料。

在其教程中,F(xiàn)ormlabs使用了一種在約260℃的溫度下熔化的R98錫合金。當(dāng)金屬液化并從其中除去頂層氧化物時(shí),將其小心倒入模具中,該模具本身用夾具固定。
錫子只需要幾分鐘的時(shí)間才能冷卻(長(zhǎng)達(dá)20分鐘),一旦堅(jiān)實(shí),就可以開(kāi)始取出模具。對(duì)于去除模具,您可以使用小型螺絲刀將其切割掉,而對(duì)于拉拔方法,您只需將兩半從完成的模型中拉出即可。

如果一切順利,你就會(huì)獲得一個(gè)細(xì)致的,堅(jiān)實(shí)的金屬部分。

")
取你的客戶")
球號(hào)")




,大易有塑以小組第一晉級(jí)國(guó)字號(hào)決賽")





